


選擇 TECDIA 的 3D 列印噴嘴的理由
要求更高精密度的 3D 列印技術。
目前市面上流通的低價位 3D 列印機多採用熔融沉積成型(FDM)的方式,透過熔解樹脂逐層堆疊成形。與其他成型方式(如雷射燒結法)相比,其精密度較低,需要進行後續加工(如切割、磨削、熱處理等)。為了省去這些步驟,需要能夠實現微細造型的高精密度 3D 列印技術。
我們已開發出能實現微細造形的 3D 列印噴嘴。
要實現精密的 3D 列印,專用的 3D 列印頭噴嘴不可或缺,要能夠避免堵料,並實現穩定的細部列印。
其中涉及兩個重要因素:A:易流動性(流動性)、B:不規則流動(湍流)。
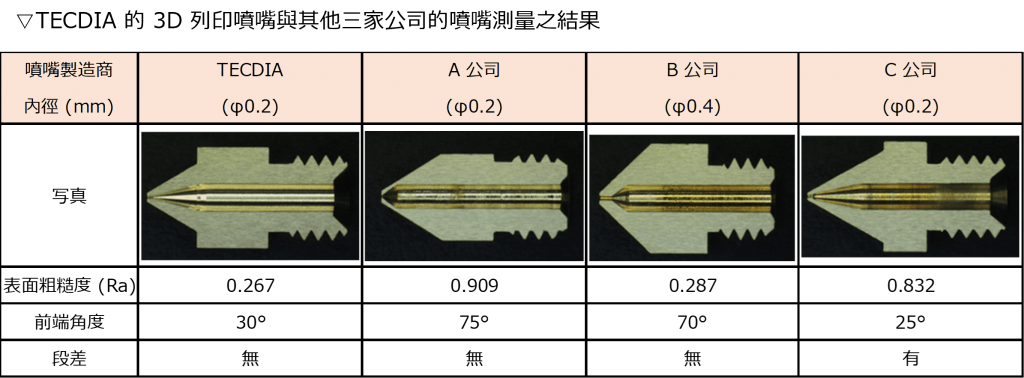
兩者受到噴嘴內部品質的影響(表面粗糙度*¹、前端角度*²、段差*³)
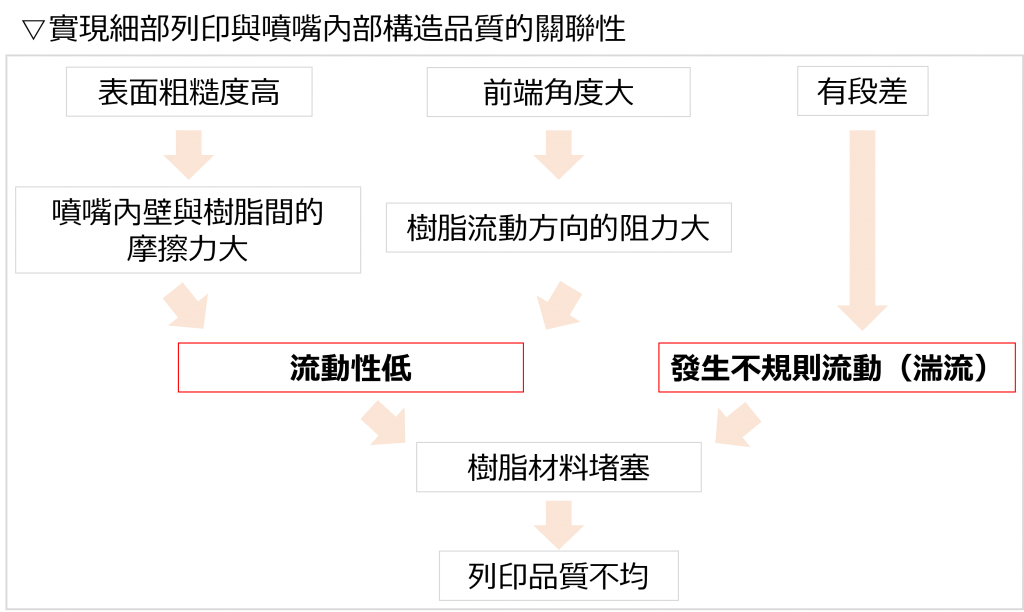
表面粗糙度*¹…噴嘴內壁的平滑度。會影響噴嘴內壁與樹脂材料之間的摩擦。
前端角度*²…尖端部分的角度。會影響樹脂材料流動方向的阻力大小。
段差*³…尖端的段差。會引起樹脂材料不規則的流動。
A: 流動性低的原因在於噴嘴內壁的表面粗糙度和前端角度
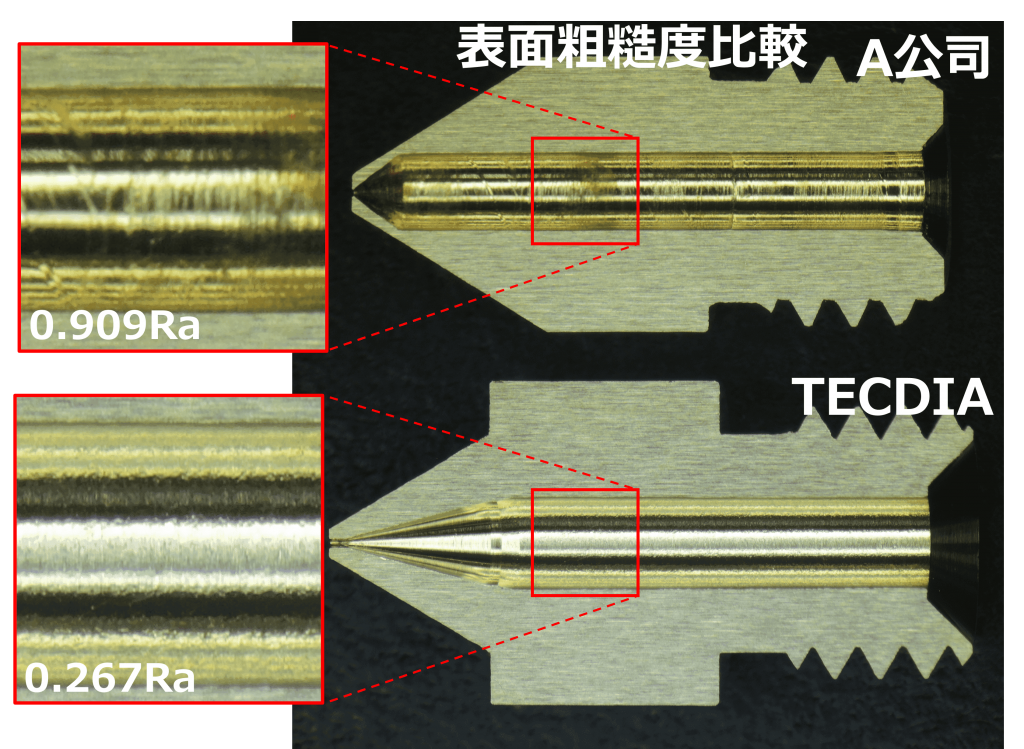
隨著表面粗糙度增加,摩擦力也會隨之提高。A公司的 3D 列印頭噴嘴的表面粗糙度為 0.909Ra。其中有著明顯的刮傷和在加工過程中產生的微小凹凸,將產生很大的摩擦力。而 TECDIA 製造的 3D 列印頭噴嘴之表面粗糙度為 0.267Ra,沒有明顯的刮傷或凹凸不平,對流動性的不良影響極小。
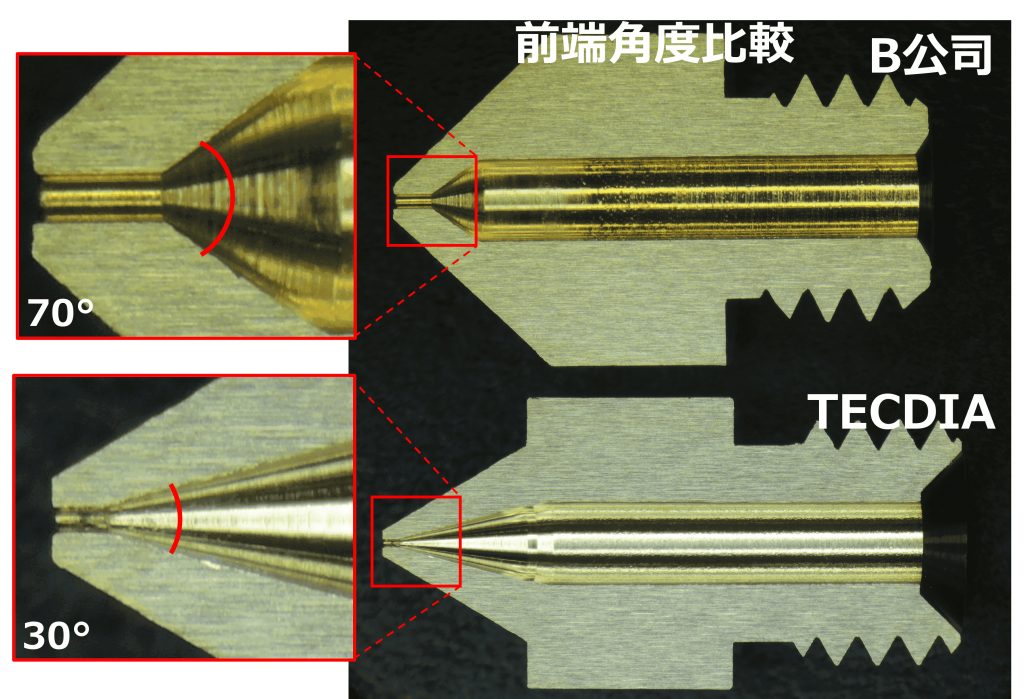
前端的角度越鈍,阻力就越大。B公司的 3D 列印頭噴嘴角度為70°,因此阻力較大。對於需要進行超微細塗布的精密噴嘴,一般的角度為30°,而 TECDIA 製造的 3D 列印噴嘴,前端角度也是30°,具良好流動性,能實現細部列印。
B: 發生不規則流動的原因在於噴嘴前端的段差
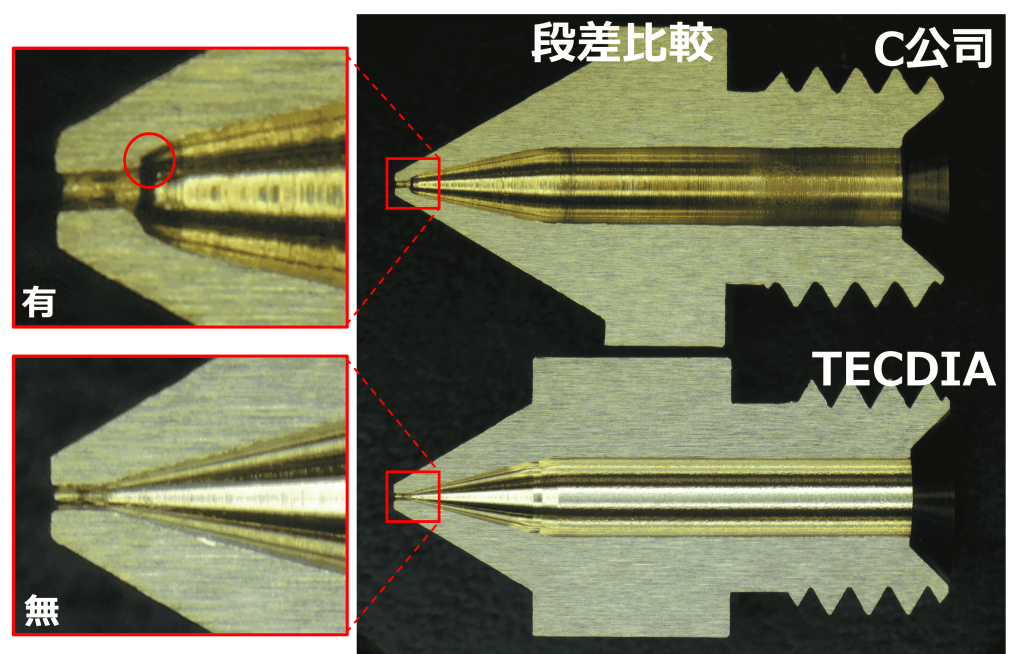
前端若存在段差容易產生湍流。這種段差即使在一般的精密噴嘴也很常見,是為了在加工前端角度成銳角時防止工具損壞。C 公司的 3D 列印噴嘴存在段差,因此容易發生不規則流動。而 TECDIA 製造的 3D 列印噴嘴儘管前端角度較小,但並無段差存在,因此不易產生不規則流動。
利用從客製化製造中所累積的技術與專業知識,製造噴嘴高品質的內部形狀。
TECDIA 作為一家噴嘴專門製造商,提供原創噴嘴支援汽車零件組裝、航空宇宙研究以及醫療試劑塗佈等業界。我們充分利用這些經驗帶來的獨創技術和專業知識,製造出優於其他公司的 3D 列印噴嘴。
TECDIA 高性能的 3D 列印噴嘴不易堵料,能實現穩定的細部列印。
已經有多家企業從其他公司的 3D 列印噴嘴轉換使用 TECDIA 製造的噴嘴,因而提升造形精密度。若您正在尋找更高精密度的 3D 列印噴嘴,請務必考慮選擇 TECDIA ,我們將根據您的需求提供適合的 3D 列印噴嘴。
 02-2955-5135
02-2955-5135
營業時間:8:30-17:30