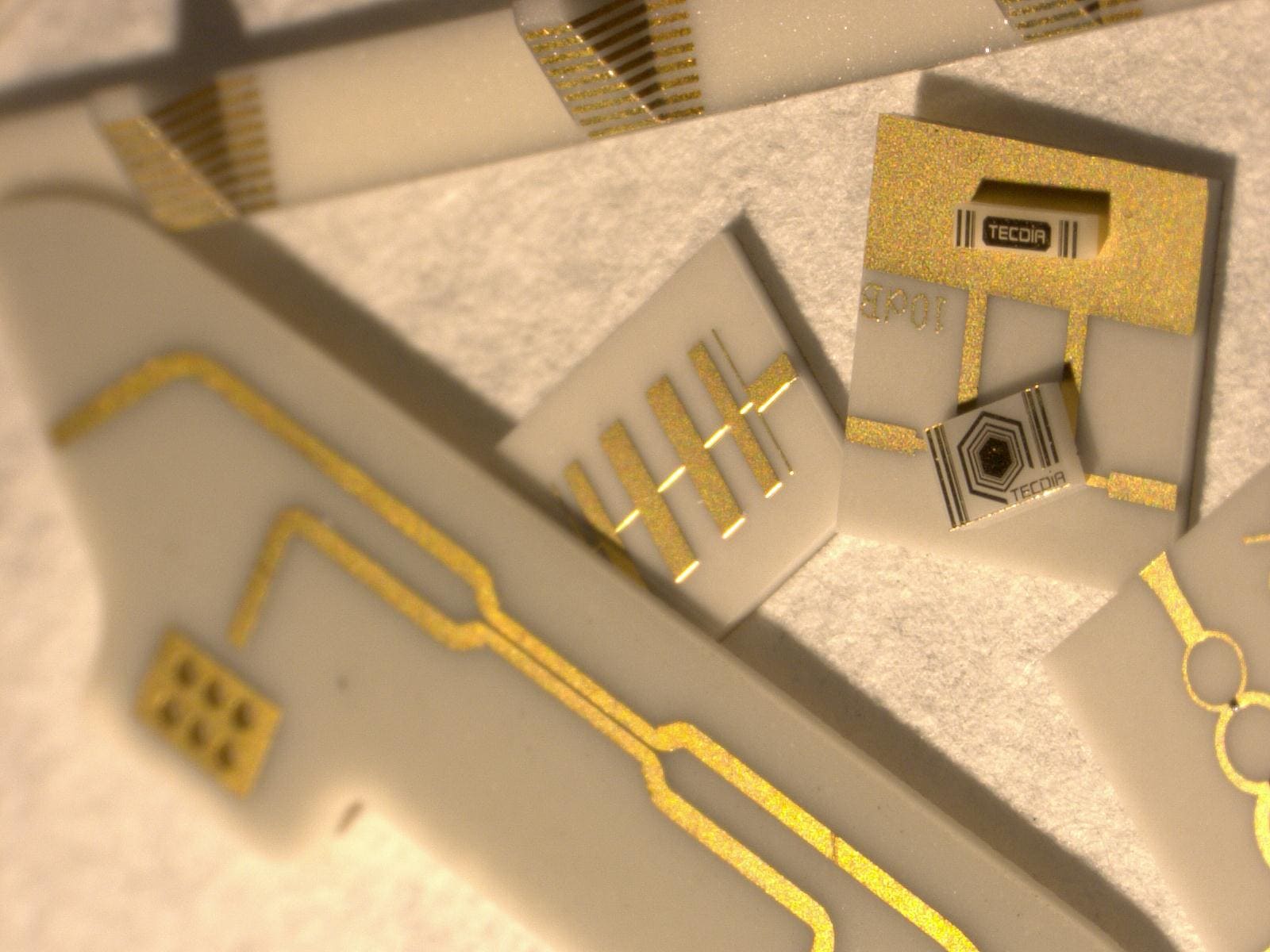


薄膜迴路基板
客戶可設計需要的回路,例如在立體的基板上製作超細迴路或側邊的迴路。
透過實際的安裝,我們可提供生產到安裝一步到位的薄膜迴路基版。
透過實際的安裝,我們可提供生產到安裝一步到位的薄膜迴路基版。
 |
・適用於從民生用品到航太工業等級的各項電子精密產品。
・檢驗的等級分為標準、商業用、及特製品三類。
・每批次均進行隨機取樣,進行物理及電學檢查。並對每一件產品進行外觀檢查。
| 檢驗項目 | 檢驗數量 | 容錯率 | |
| 外觀檢查 | Inspection Lot AQL II(1.0%) | Inspection Lot AQL II(1.0%) | |
| 尺寸測量 | 3 pcs per Wafer Lot | 0 | |
*其他檢查會因產品設計而有所不同,若有需求請聯絡我們。
| 項目 | 測試條件 | ||||||
| 溫度循環測試 | MIL-STD-883 / Method 1010 Cond. A / B / C | ||||||
| 冷熱衝擊實驗 | MIL-STD-202 / Method 107 Cond. A / B / F | ||||||
| 推拉力測試 | MIL-STD-883 / Method 2019 | ||||||
| 耐振動測試 | MIL-STD-202 / Method 201 | ||||||
| 高頻振動測試 | MIL-STD-202 / Method 204 Cond. A / D | ||||||
| 變頻振動測試 | MIL-STD-883 / Method 2007 Cond. A | ||||||
| 單位 | 氧化鋁(Al2O3) | 氮化鋁(AlN) | ||
| 99.6%(標準) | 170W/mK(標準) | |||
| 厚度 | mm | 0.254 / 0.381 / 0.508 / 0.635 (最小: 0.10 最大: 1.30) |
||
| 厚度公差 | mm | 0.013 | ||
| 尺寸 | 最大 | mm | 10.0 × 10.0 | |
| 最小 | mm | 0.25 × 0.25 | ||
| 表面粗糙度 | 正面 | Ra μm (μ”) | Polish 0.025 (0.001) | Polish 0.051 (0.002) |
| 背面 | Ra μm (μ”) | Polish 0.025 (0.001) | Polish 0.051 (0.002) | |
| 薄膜層 | 電極層 | – | Ti – Pt – Au | |
| 膜厚 | 標準 | μm | Au: 0.10 – 5.00 Pt: 0.15 Ti: 0.06 |
Au: 0.10 – 3.00 Pt: 0.15 Ti: 0.06 |
| 電阻 | 電阻層 | – | 氮化鉭(TaN) | |
| 抵抗 | Ω/sq | 25 / 50 / 75 / 100 | ||
| 温度特性 | ppm/℃ | -100 ± 50 | ||
| AuSn | 組成比 | % | Au : Sn = 80 : 20 (Nominal) | |
| 厚度 | μm | 3.00 – 7.00 | ||
| 線寬&大小 | mm | 標準 0.025 / 0.025 最小 0.01 / 0.01 | ||
| 留邊 | mm | 標準 0.03 | ||
*其他材料與規格請聯絡我們。
| 項目 | 項目 | 規格 |
| 顏色 | – | White |
| 含量 | % | 99.6 |
| 密度 | g/㎝2 | 3.88 |
| 導熱係數 | W/m・K | 26.9 |
| 熱膨張係數 | X10-6 /℃ | 25 ~ 300℃ : 7 |
| 25 ~ 600℃ : 7.2 | ||
| 介電常數ε | @1MHz | 9.9 |
| 介電損耗 | @1MHz | 0.0001 |
| 電阻率 | Ω・cm | 25℃ : >1.0×1014 |
| 100℃ : >1.0×1014 | ||
| 300℃ : >1.0×1014 |
| 項目 | 項目 | 規格 |
| 顏色 | – | Gray |
| 密度 | g/㎝2 | 3.3 |
| 導熱係數 | W/m・K | 170 |
| 熱膨張係數 | X10-6 /℃ | 25 ~ 500℃ : 4.6 |
| 介電常數ε | @1MHz | 8.8 |
| 介電耗損 | @1MHz | 0.0001 |
| 電阻率 | Ω・cm | 25℃ : >1.0×1014 |
除標準包裝方式以外,並可視產品種類追加包裝材保護製品。
| 材質 | 色 | 大小 | |
| Waffle Pack | ABS | White/Natural | 2 inch / 4 inch |
| Waffle Pack * | Conductive PC | Black | 2 inch / 4 inch |
*如果您有指定Tray的大小,請聯絡我們。
產品:符合歐盟RoHS指令
包材:符合歐盟容器包裝及容器包裝廢棄物相關之指令
| 保固期 | 交貨後1年 *2 | |
| 保存環境 *1 | TRAY包裝 | 温度+13 ~ +33℃ 溼度60%RH以下 |
| 藍膜包裝(UV膜除外) | 温度+20 ~ +26℃ 溼度60%RH以下 | |
*1 請勿儲藏於可能曝露於直射日光、振動、撞擊、腐蝕性氣體、其他特殊氣體、凍結、露水、及塵埃過多的環境下。
也請避免在未戴手套的情形下觸摸產品。
*2 有關藍膜包裝的保固期為出貨後3個月。
使用 AuSn 等焊接材料接合的情況下,建議使用在接合面有 Pt 或 NiCr 等材料構成 Barrier Layer 的產品。
接合時若使用過多接合材料,可能會造成側面接觸不良。
另外,裝設時若裝設環境不適當可能造成斷裂或毀損,購買前請先確認各自裝設環境及設備。
| ・使用焊線 | φ 30µm以下的Au焊線 |
| ・接合溫度(補充事項) | 楔型接合 : 200~270℃ 球型接合 : 150~250℃ 建議可與電燒筆合併使用 |
| ・接合方式 | 熱壓著或超音波熱壓著 |
| ・注意事項 | 接合時請與電極保持25µm以上的距離。 另外,使用硬質焊線進行接合時,若用力不當,可能造成陶瓷材料表面受損或電極剝落, 請先確認各自裝設環境及設備,進行調整。 |
 02-2955-5135
02-2955-5135
營業時間:8:30-17:30